Product Design & Manufacturing
Coast Crafted
From blank stainless bar stock and walnut plank to 30 shipped units in 10 weeks.
Overview
A pocket tool built for the gap between “does one thing well” and “does everything poorly.”
Coast Crafted is a compact stainless steel and walnut EDC multitool designed for surfers and outdoor travelers who need reliable on-the-go repair capability. The brief: solve a real user problem, manufacture 30 sellable units, hit a positive margin, and present at the Central Coast Lean Summit — all in a single academic semester.
I served as lead product designer, running concept development and all CAD in Fusion 360, while also owning tooling procurement for the machine shop production run. This is the story of how a 7-person cross-functional team took a product from zero to consumer in 10 weeks.
My Role
Product Design Lead (Fusion 360 CAD) · Tooling Procurement · Concept Refinement · Prototyping
01 — Research
10 user visits. One very clear problem.
Before touching CAD, the team conducted structured ethnographic research across surfers, travelers, local retailers, and subject-matter experts. The goal: uncover latent needs, not just stated preferences.
We interviewed and observed 10 distinct users: 6 core surfers who also maintain vehicles, 1 edge-case traveler (long-haul road tripper with a vintage Cadillac), and 3 stakeholders including MoonDoggies surf shop, a surfboard craft center, and an aviation-inspired local EDC brand.
The Accessibility Paradox
Users carry tools but bury them so deep in gear they're useless in an emergency. The tool that exists inaccessibly might as well not exist.
Material Vulnerability
Saltwater and sand destroy zippers, velcro, and fin screws. Any tool entering this environment needs to earn that trust through material choice.
The Improviser's Mindset
Users regularly use wrong tools simply because they're the only thing within reach. Improvisation signals an unmet need.
The Weight of Space
"Pack light" is non-negotiable. Any tool added to a kit must deliver high utility per unit of size and weight to earn its place.
“Alex is a 34-year-old surfer who drives a 1990 Tacoma. He needs a compact, reliable solution to maximize limited space and enable quick repairs — because he travels to remote environments with limited tools, which forces him to improvise in high-pressure situations.”
02 — Concept Development
From circular form to pill-shape: one key pivot.
Early concepts explored a circular puck form. After a structured user feedback session with Kyle Long — a core surf/truck user — and input from instructors, the team pivoted. A circular body was harder to manufacture and offered worse ergonomics for high-torque tasks.
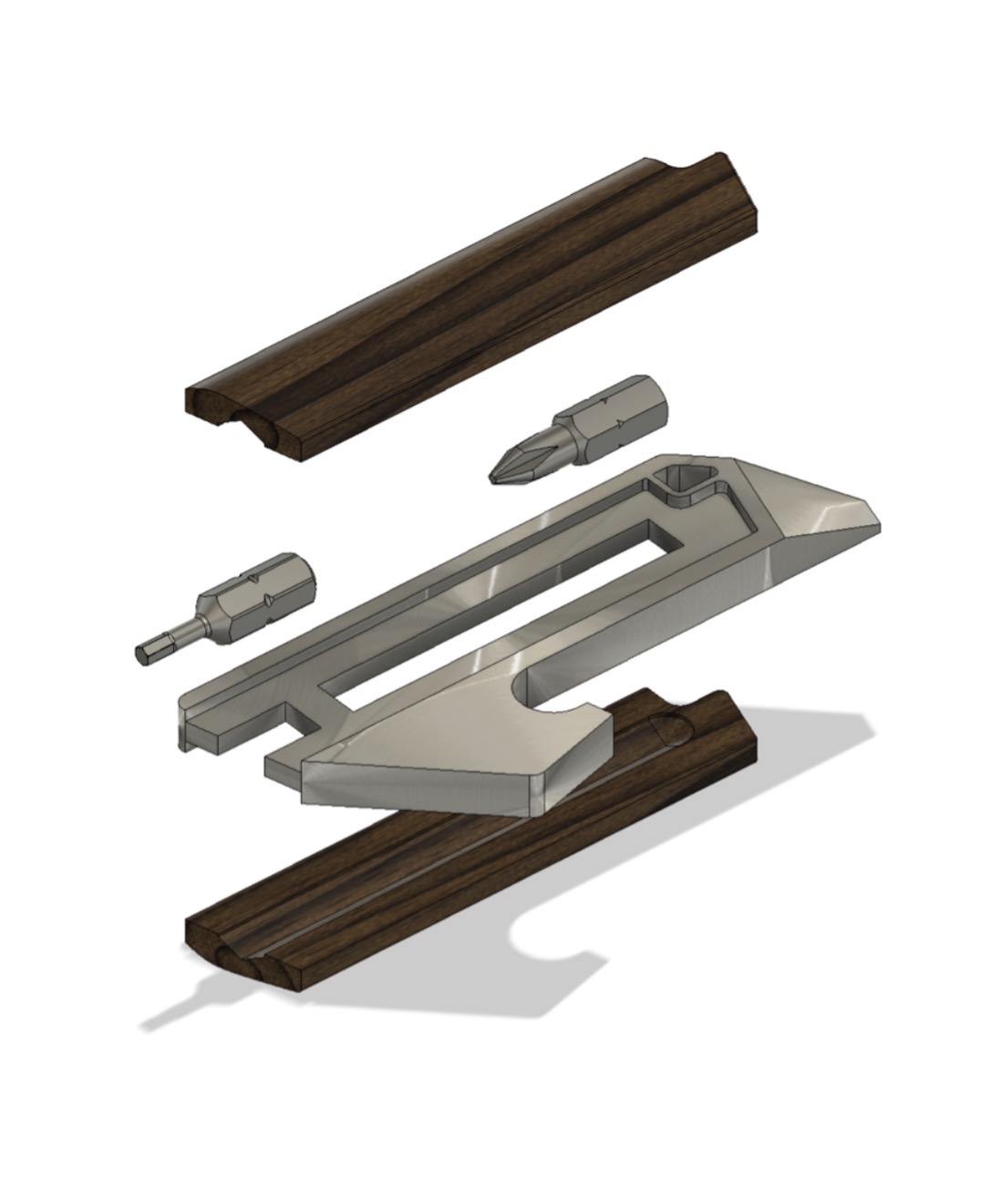
The final form: a “pill-shape” that disappears in a pocket but provides a sturdy, flat thumb-press surface for screwdriving. We named the design language Rugged Elegance — raw brushed metal and warm wood, no tactical black, no gimmick.
Brushed 304 stainless steel paired with oiled walnut scales. The wood isn’t decorative — it’s recessed into the steel frame so edges don’t snag on pocket fabric and the frame absorbs impact.
Core Specs
Primary Function
Magnetic Bit Driver
Bits Included
3/32 Hex Allen + Phillips #1
Secondary Function
Pry Bar / Bottle Opener
Carry
Lanyard / Keychain Eyelet
Body Material
304 Stainless Steel
Scale Material
Oiled Walnut Hardwood
Bit Retention
Neodymium Magnets
Dimensions
~90mm × 45mm × 6.5mm
03 — Manufacturing
All in-house. Band saw to finished unit.
Thirty units. Every step fabricated in the Cal Poly machine shop. The decision to manufacture in-house rather than outsource was deliberate — it forced the team to confront real process constraints, develop work instructions, and build quality control checkpoints into every stage.
Production Flow
Critical Path Challenge
PERT analysis identified the wooden scale branch as the critical path — not metal machining. Oil drying time and adhesive curing introduced non-compressible idle time that couldn’t be parallelized.
Key Tooling Investments
I sourced and procured the precision CNC tooling needed for the stainless steel work, including carbide end mills, soft jaws for workholding, and ER-16 collets. Carbide insert delays were the primary early-stage bottleneck — we worked around it by running wood production in parallel while waiting on delivery.
Quality Control
Post-Cut Inspection
Calipers + square to verify length and flatness of faced surfaces before waterjet.
Post-Waterjet Check
Visual + template check for 2D profile accuracy and hole alignment.
CNC Go/No-Go
Go/No-Go gauge for pocket depth and wood scale fit after CNC milling.
Wood QC
Caliper dimension check, body fit test, surface finish inspection after sanding and oil.
Final Inspection
Full visual + handling test: no sharp edges, secure lanyard, proper assembly fit, component retention.
04 — Business Model
$1,500 budget. 30 units. Real margins.
Coast Crafted was designed to work as a real business from the start. The team modeled unit economics, set a retail price, and analyzed the competitive landscape before committing to a production run. All costs tracked against a $1,500 class budget.
Fixed Costs (One-Time)
Tooling
Carbide end mills, soft jaws, ER-16 collets, router bits, milling inserts
Variable Costs (Per Unit)
Labor is an imputed estimate — team members were not paid, but the cost was modeled as a class requirement.
Competitive Positioning
The $70 price point was set deliberately between disposable budget tools ($11–25) and premium multi-tools ($80–250). Coast Crafted competes on materials, craft, and specificity — it’s purpose-built for the surfer/outdoor-mechanic user, not a general-purpose Leatherman replacement.
Packaging
Custom sleeve-and-tray packaging sourced from Flush Packaging — designed to deliver an “Apple-quality” unboxing experience. Matte lamination, minimal branding, the product visible through the sleeve. $4/unit at 30-unit quantity.
05 — Outcomes & Reflection
30 units shipped. Presented at the Central Coast Lean Summit.
The team delivered every unit in the 10-week window, presented at the Central Coast Lean Summit, and built a product with real margin.
What Worked
- →Starting with the user problem, not the product idea. The ethnographic research phase paid dividends throughout — every design decision traced back to a real observed need.
- →Parallel manufacturing tracks. Running wood production while waiting on carbide tooling prevented the critical path from compressing the entire timeline.
- →The pivot from circular to pill-shape. Listening to user feedback and changing course early is why the final product was manufacturable and usable.
- →Specific materials for specific environments. 304 stainless and oiled walnut weren't aesthetic choices — they were engineering decisions for saltwater durability.
What I’d Do Differently
- →Procure consumable tooling earlier. Carbide insert lead times were the #1 production bottleneck. A two-week buffer in the procurement calendar would have resolved it.
- →Run more time trials before setting production targets. The capacity model was built on estimates, not measured cycle times.
- →Formalize the magnet-embed process earlier. The cold-weld adhesive step didn't have a documented work instruction until late in production.
Team
The Good Guys
7-person cross-functional team at Cal Poly SLO, ITP 467.